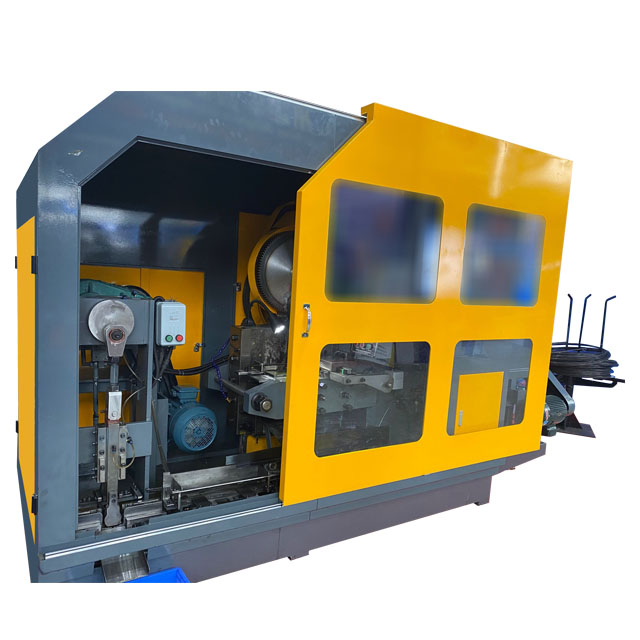




De Ronen® High Speed Bolt Former is favoriet bij veel fabrikanten. Het kan metaaldraad snel omzetten in boutspaties. Het voltooit de vormgeving van de boutkop en de afwerking van de asstang in één keer. U hoeft alleen maar de draad te laden, de maat in te stellen en de machine zal stabiel werken zonder frequente stops.
De High Speed Bolt Former is speciaal ontworpen voor de snelle verwerking van blanco bouten. Maak eerst de metaaldraad recht en knip deze door. Gebruik vervolgens meerdere sets mallen om de kop en de schacht van de bout continu te extruderen. Het gehele proces is volledig geautomatiseerd.
De High Speed Bolt Former is een machine met koude kop die speciaal is ontworpen om een maximale productieoutput te bereiken. De basisfuncties zijn dezelfde als die van een standaard kopmachine: draad snijden en boutkoppen vormen, maar hij is geoptimaliseerd voor de cyclussnelheid. Het belangrijkste ontwerpdoel is om een groot aantal kopbouten per minuut te produceren, waardoor het geschikt is voor massaproductie.
De machine heeft een zwaarder en robuuster frame en een stevigere krukas om bestand te zijn tegen de hogere belasting die wordt veroorzaakt door snelle bediening. Het aandrijfsysteem is ontworpen met een uitgebalanceerd ontwerp in gedachten, wat resulteert in minimale trillingen bij hoge snelheden. Dankzij de robuuste structuur kan de machine betrouwbaar en betrouwbaar werken op de maximaal gespecificeerde cyclussnelheid, zonder het risico van overmatige slijtage of storingen.
Een van de belangrijkste kenmerken van de High Speed Bolt Former is het snelle en nauwkeurige transmissiemechanisme. Het ontwerp van de vingers of klemmen die worden gebruikt om de boutplano's tussen verschillende kopstations te verplaatsen, is gericht op het bereiken van minimale beweging en een snelle opstart. De timing van de transmissie is cruciaal voor het bereiken van hoge snelheid, aangezien elke vertraging tussen stations de algehele productiviteit zal beperken.
| Model | Eenheid | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-103S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Smeedstation | NEE. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Smeden kracht | kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Max.afsnijdia | mm |
Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Maximale afsnijlengte | mm | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Uitvoersnelheid | stuks/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Hoofdramslag | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Hoofdmotorvermogen | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Algemene afmetingen van de afgesneden matrijs | mm |
Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Algemene afmetingen van de stempelmatrijs | mm |
Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Algemene afmetingen van de hoofdmatrijs | mm |
Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die toonhoogte | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Geschat gewicht | Ton | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Toepasselijke boutdia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 |
8-12,7 |
8-12,7 |
| Schachtlengte van blanco | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Over het algemeen dimmen | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
De belangrijkste kenmerken van de High Speed Bolt Former zijn de snelle matrijswisseling en de hoge stabiliteit. Het lichaam is gemaakt van dik gietijzer. Tijdens bedrijf op hoge snelheid veroorzaakt het weinig trillingen en veroorzaakt het geen vervorming van de boutkop als gevolg van trillingen. Zorg ervoor dat het gewicht en de grootte van elk stuk materiaal uniform zijn, zodat er geen verdere aanpassingen nodig zijn tijdens de daaropvolgende verwerking van de draden.