Een smeedmethode om de bovenkant van een staaf of draad bij kamertemperatuur op te ruwen. Koude kop wordt voornamelijk gebruikt voor het vervaardigen van onderdelen zoals bouten, moeren, spijkers, klinknagels en stalen kogels. Smeedmaterialen kunnen koper, aluminium, koolstofstaal, gelegeerd staal, roestvrij staal en titaniumlegering zijn, met een materiaalgebruik van 80-90%.
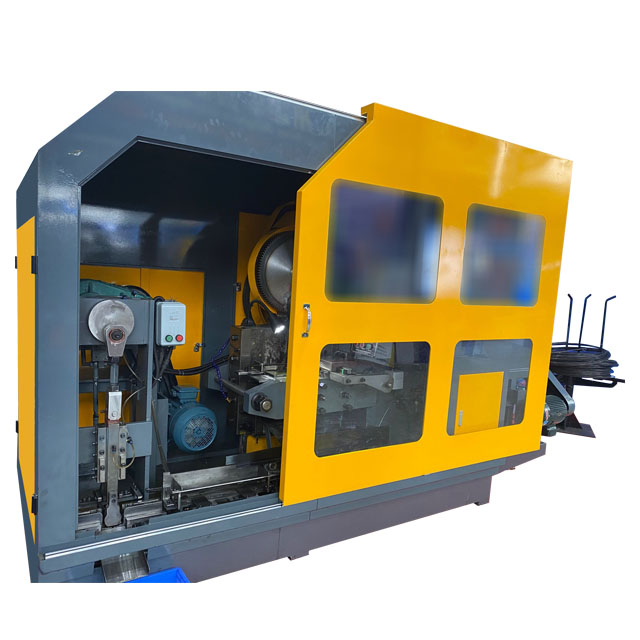
Koude koerswordt vaak uitgevoerd op gespecialiseerde koudkopmachines, waardoor continue, multi-station en geautomatiseerde productie mogelijk wordt. Op een koude kopmachine is het mogelijk om achtereenvolgens processen te voltooien, zoals snijden, koppen, accumulatie, vormen, afschuinen, draadwalsen, diameterreductie en snijden van randen. Hoge productie-efficiëntie, tot 300 stuks/minuut of meer, met een maximale diameter van 48 millimeter voor koudgevormde werkstukken. Het schematische diagram van het proces voor bouten met koude kop in figuur 1 is een typisch proces voor bouten met koude kop. De automatische koudkopmachine met meerdere stations, getoond in figuur 2, is een automatische koudkopmachine met meerdere stations. Het staafmateriaal wordt door het invoermechanisme automatisch op een bepaalde lengte ingevoerd en het snijmechanisme snijdt het in spaties. Vervolgens stuurt het klemtransportmechanisme het achtereenvolgens naar de accumulatiepers- en ponsstations voor vorming.
Bij de methode voor koude kop kunnen machines voor koude kop worden onderverdeeld in twee typen op basis van hun verschillende manieren van krachtoverbrenging: mechanische overbrenging en hydraulische overbrenging. Er zijn twee soorten mechanische transmissie: handmatige en elektrische. Elektrische en handmatige koudkopmachines zijn geschikt voor het koudtrekken van koolstofarme staaldraden met een diameter van 4-5 mm. Hydraulische transmissie kan verder worden onderverdeeld in twee typen op basis van zijn prestaties: hydraulische staaldraadmachine voor koude kop en hydraulische machine voor koude kop met stalen staaf.