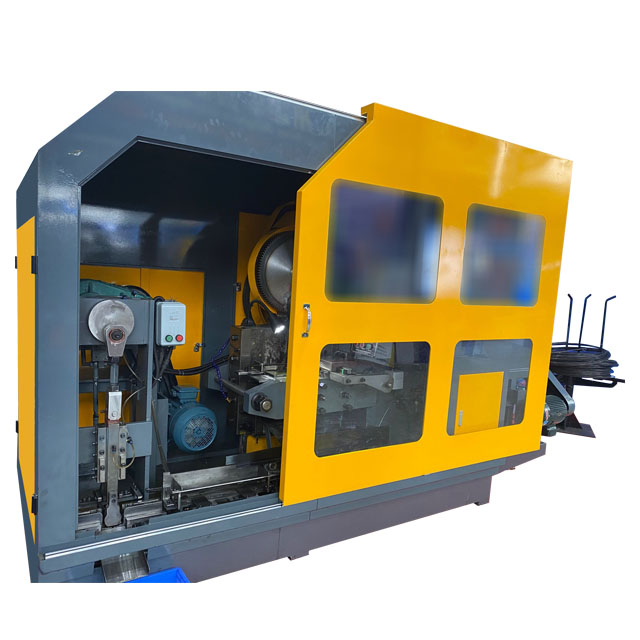
De machine voor het maken van de klinknagel is specifiek ontworpen om verschillende soorten klinknagels te produceren. Eerst wordt de metaaldraad in de machine gevoerd, die vervolgens in kleine delen van een vaste lengte wordt gesneden. Vervolgens wordt het door een mal gedrukt om een of beide uiteinden van de draad in de kopvorm van een klinknagel vorm te geven.
De machine voor het maken van de klinknagel is specifiek ontworpen om verschillende soorten klinknagels te produceren. Eerst wordt de metaaldraad in de machine gevoerd, die vervolgens in kleine delen van een vaste lengte wordt gesneden. Vervolgens wordt het door een mal gedrukt om een of beide uiteinden van de draad in de kopvorm van een klinknagel vorm te geven.
Productparameter (specificatie)
| Model |
Eenheid |
WH-NF 11B-6S |
Wh-nf 14b-6s |
Wh-nf 19b-6s |
Wh-nf 24b-6s |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Smeedstation |
NEE. |
6 | 6 | 6 | 6 | 6 | 6 |
| Over flats van noot |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Geschikte hex -moer |
VAN |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Cut-off dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Sterft toonhoogte |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Smeden kracht |
Ton |
60 | 90 | 135 | 230 | 360 | 450 |
| Hoofdmotor |
Pk |
15 | 20 | 50 | 75 | 150 | 200 |
| Smeermotor |
Pk |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| Geïnstalleerde hoeveelheid |
SET |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Smeermiddel |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Ongeveer gewicht |
Ton |
4.5 | 8 | 14 | 25 | 45 | 72 |
De kenmerken van de machine van de klinknagel zijn vrij duidelijk. De malvervanging is erg handig. Om verschillende vormen van klinknagels te maken, verandert u gewoon de schimmelset. Bijvoorbeeld van ronde koppen tot platte koppen. De impactkracht van deze machine is voldoende. Of het nu aluminium, koper- of ijzeren materialen zijn, het kan normale koppen uitzetten zonder enig kraken of vervorming.

Productdetails
De machine voor het maken van de klinknagel maakt voornamelijk gebruik van het koude kopproces om de draad in stevige klinknagels te transformeren. Dit proces omvat het voeden van de draad, het rechttrekken, het snijden in precieze spaties en vervolgens de klinknagelvorm vormen. De machine gebruikt hoge druk, met behulp van een punch om één uiteinde van de blanco in de schimmelholte te extruderen en te snijden. Het koude kopproces zorgt ervoor dat het metaal verschuift, waardoor de karakteristieke vorm van de klinknagel wordt gevormd zonder dat het materiaal nodig is.
De machine voedt eerst de draadstang (meestal gemaakt van staal, aluminium of koperlegering) in het rechtbuikmechanisme om bochten te elimineren. Vervolgens snijdt de precisie -afschuifmachine de rechtgezette draad in knuppels van specifieke lengtes. Deze uniforme billets zijn de grondstoffen voordat ze de koude kopsectie betreden (voor het vormen van de klinknagelskoppen), en ze zijn van cruciaal belang.
Veel klinknagelmachines zijn uitgerust met een trimstation onmiddellijk na het verontrustende proces. Deze stap kan de kleine bramen of scherpe randen verwijderen die zijn gevormd aan de rand van de nieuwe klinkende kop (het overtollige metaal geperst tussen de punch en de dobbelsteen). Trimmen zorgt ervoor dat de klinknagelkop een duidelijke omtrek en een consistente diameter heeft, wat cruciaal is voor de juiste installatie en het uiterlijk.