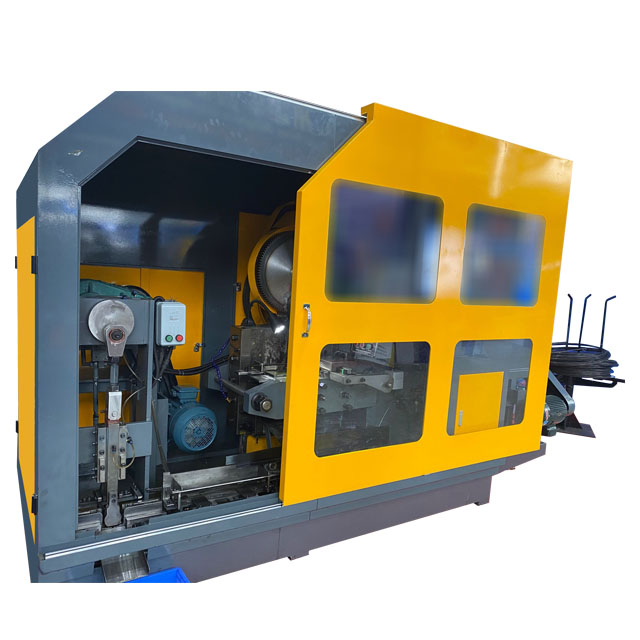



De 6 Die And 6 Below Nut Former Cold Forging Machine van fabrikant Ronen® voltooit het vormgeven van de moerplano door middel van zes smeedprocessen in zes stappen: draadsnijden, stuiken, zeshoekig vormen, ponsen, randafsnijden en uiteindelijke maatvoering. De draad heeft geen verwarming nodig, waardoor energie wordt bespaard.
6 matrijzen en 6 onder moeren Voormalige koudsmeedmachine gebruikt zes opeenvolgende mallen om de draad tot een moer te vormen. "Zes neer" verwijst naar zes ponsen die van onder naar boven in de mal worden gedrukt. Dit apparaat kan het metalen blok geleidelijk vormgeven van een eenvoudig plano tot een afgewerkte moer met schroefdraad.
Het instellen van de moer Voormalige koudsmeedmachine betekent het uitlijnen van zes sets gereedschappen. Boven elk werkstation bevindt zich een dobbelsteen en daaronder een pons. Deze twee moeten perfect op elkaar afgestemd zijn. Deze precieze instelling is cruciaal voor het produceren van noten van constante kwaliteit. Nadat deze koppeling is geïmplementeerd, is er geen frequente interventie meer nodig aan de apparatuur en zijn er slechts kleine aanpassingen nodig om een continue werking op de lange termijn te garanderen.
Een belangrijk onderdeel van de Die And 6 Below Nut Former Cold Forging Machine is het systeem dat wordt gebruikt om de moerplano's tussen zes werkstations te verplaatsen. Dit transportmechanisme moet uiterst betrouwbaar zijn om de soepele werking van het hogesnelheidsproces te garanderen. Als er sprake is van een niet-gesynchroniseerde situatie, kan dit vastlopen veroorzaken en resulteren in defecte onderdelen.
U kunt een Nut Former Cold Forging Machine configureren voor verschillende soorten noten. Door zes sets stempels en mallen te vervangen, kan dezelfde machine worden gebruikt voor de productie van standaard zeshoekige moeren, zware zeshoekige moeren en zelfs moeren met flenzen, wat een uitstekende flexibiliteit biedt voor de productiewerkplaats.
| Specificatie | Eenheid | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smederijstation | Nee. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max. afsnijdia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out lengte | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Macht smeden | Ton | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Productiegrootte |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Uitvoer | min/st | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Hoofdmotor | PK | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smering Motor | PK | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smeermiddel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ongeveer gewicht | Ton | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
De kenmerken van de Die And 6 Below Nut Former Cold Forging Machine zijn dat deze uitgebreide stationfuncties en brede materiaalcompatibiliteit heeft. Als u wilt afschuinen, gebruik dan het 5-stationsmodel; Om antislippatronen te produceren, schakelt u eenvoudig over op de 4-stationsmatrijs, zonder extra apparatuur. De mal van elk station is onafhankelijk en als een mal beschadigd is, vervangt u deze gewoon door de overeenkomstige. Het is erg handig.