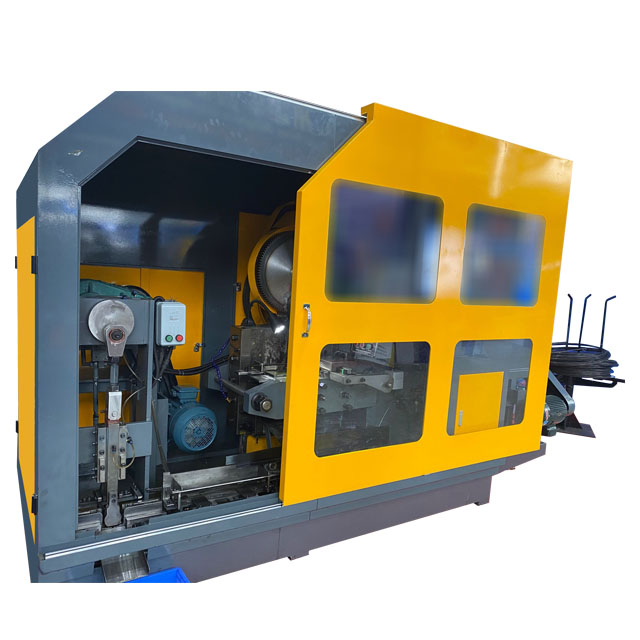



De leverancier Ronen® levert de 4 Die 4 Station Bolt Former, die het plano van de bout in vier stappen vormt: de eerste stap is het doorknippen van de draad, de tweede stap is het uitrekken van het plano, de derde stap is het vormgeven van de boutkop en de vierde stap is het afsnijden van de overtollige delen. Het is niet nodig om de grondstoffen te verplaatsen.
De 4 Die 4 Station Bolt Former maakt gebruik van vier afzonderlijke stations en bijbehorende mallen om de metaaldraad koud te vormen tot boutvormstukken. Het produceert bouten door metaal door vier vormingsfasen te duwen. De metaaldraad komt vanaf het ene uiteinde binnen, wordt doorgesneden en gaat vervolgens door elk werkstation.
Plaats een rol draad in de boutvormer en het vormingsproces kan beginnen. De machine snijdt automatisch een stuk draad af en voert dit naar de vier stations. Bij elke stop drukt een stuk gereedschap op het metaal, waardoor de vorm verandert en de eenvoudige draad in een complexe bout verandert.
De 4 Die 4 Station Bolt Former maakt gebruik van een koud smeedproces, waardoor het metaal kan worden gevormd zonder dat verwarming nodig is. Omdat de interne structuur van het metaal wordt samengedrukt en opnieuw wordt gevormd, resulteert dit in een robuuster eindproduct. De op deze manier vervaardigde bevestigingsmiddelen zijn extreem sterk en duurzaam.
Een van de belangrijkste componenten van de boutvormer is de overdrachtsvinger. Dit onderdeel pakt de onafgewerkte bouten op en verplaatst ze nauwkeurig van het ene station naar het volgende. Als dit mechanisme niet goed is uitgelijnd, worden de bouten niet correct gevormd. De processtroom is progressief. Het eerste station kan beginnen met het vormen van de kop, het volgende station voltooit de kopvorming, een ander station verwerkt de punt en het laatste station begint de draden te verwerken.
| Model | Eenheid | RNBP-65S | RNBP-85S | RNBP-105S | RNBP-135L | RNBP-135L | RNBP-135LL | RNBP-165S |
| Smeedstation | NEE. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Smeden kracht | kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.afsnijdia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Maximale afsnijlengte | mm | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Uitvoersnelheid | stuks/min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| PKO Hartinfarct | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Hartinfarct | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Hoofdramslag | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Hoofdmotorvermogen | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Over het algemeen dimmen. van afgesneden matrijs | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Over het algemeen dimmen. van stempelmatrijs | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115l |
Ø60x130L |
Ø60x229l |
Ø75x185l |
| Over het algemeen dimmen. van de hoofdmatrijs | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die toonhoogte | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ongeveer. gewicht | Ton | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Toepasselijke boutdia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Schachtlengte van blanco | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Over het algemeen dimmen | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Het kenmerk van de 4 Die 4 Station Bolt Former is dat de werkstations goed op elkaar zijn afgestemd en dat de matrijsvervanging snel verloopt. De bewegingen van de vier werkstations worden nauwkeurig gecoördineerd door een mechanische koppeling. Zodra het vorige werkstation klaar is met de verwerking, gaat het werkstuk automatisch naar het volgende zonder enige verkeerde uitlijning of vastlopen.