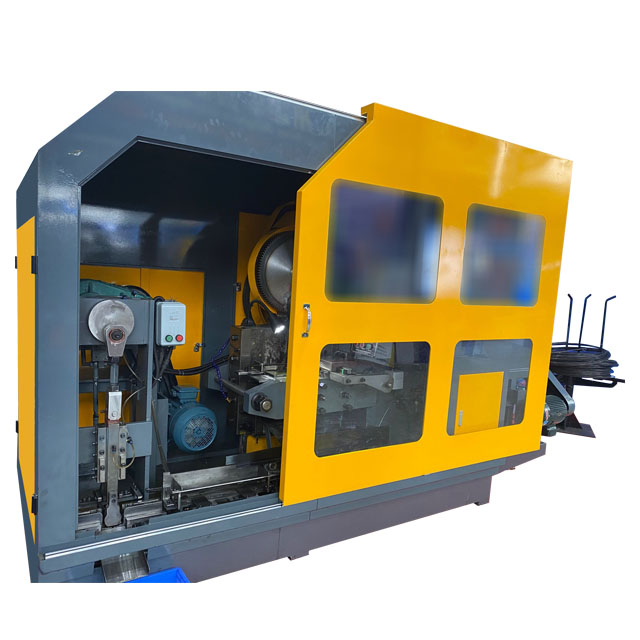



De Ronen® – een belangrijke leverancier – 5-stations boutvormmachine voor koud smeden vormt onbewerkte bouten door middel van vijf koude verwerkingsstappen: draadsnijden, stuiken, kopvormen, trimmen en schachtslijpen. Steek gewoon de draad in de aanvoermachine, stel hem in en hij loopt automatisch.
De Cold Forging 5-Station Bolt Former Machine transformeert metaaldraad in blanco bouten via vijf opeenvolgende koude extrusiestations. Wat er werd geproduceerd, was een blanco bout waaraan de hele kop en schacht waren bevestigd. Dit kan vervolgens worden gebruikt voor daaropvolgende draadbewerkingen.
De vijf stations van de Bolt Former Machine hebben duidelijk gedefinieerde taken: Station 1 knipt de draad door en drukt kleine uitsteeksels eruit (de oorspronkelijke vorm van de kop); Station 2 spant de kop voor om de vorm duidelijker te maken; Station 3 verwerkt het staafdeel (zoals het uitdrukken van reductie of stappen); Station 4 drukt de details van het hoofd fijn; Station 5 voltooit de vormgeving van het staafdeel en de kop. Het hele proces vereist geen verwarming; het wordt direct in koude toestand uitgevoerd.
De machine kan de metaaldraad vormen zonder dat verwarming nodig is. De geautomatiseerde apparatuur trekt eerst de metaaldraad eruit, snijdt deze indien nodig in specifieke lengtes en transporteert deze vervolgens achtereenvolgens naar vijf verschillende verwerkingsstations. Elk station voert specifieke handelingen uit, zoals het vormgeven van de kop of het inbrengen van het staafdeel, waardoor uiteindelijk de bout ontstaat.
De onderhoudsfocus van de Cold Forging 5-Station Bolt Former Machine ligt op het transportmechanisme en de mallen. Het mechanisme voor het verplaatsen van de plano's tussen stations moet nauwkeurig worden gehouden en de slijtagetoestand van de smeedmatrijzen moet worden gecontroleerd om er zeker van te zijn dat de bouten aan de specificaties voldoen.
Het kenmerk van de Cold Forging 5-Station Bolt Former Machine is dat deze uitgebreide stationfuncties heeft en zeer aanpasbaar is aan verschillende materialen. De 1-2 positie is voor de kop van de pijp en de 3-5 positie is voor het lichaam van de pijp. Het kan bouten aan, variërend van eenvoudige ronde koppen tot bouten met treden. De druk die op elk werkstation wordt uitgeoefend, kan onafhankelijk worden aangepast en zal de draad niet doen barsten.
| Model | Eenheid | RNBP-65S | RNBP-85S |
RNBP-105S |
RNBP-135L |
RNBP-135L |
RNBP-135LL |
RNBP-165S |
| Smeedstation | NEE. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Smeden kracht | kgf | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Max.afsnijdia | mm | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Maximale afsnijlengte | mm | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Uitvoersnelheid | stuks/min | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| RKO Hartinfarct | mm | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| K.O. Hartinfarct | mm | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Hoofdramslag | mm | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Hoofdmotorvermogen | Kw | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| Over het algemeen dimmen. van afgesneden matrijs | mm | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100L |
| Over het algemeen dimmen. van stempelmatrijs | mm | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| Over het algemeen dimmen. van de hoofdmatrijs | mm | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185K |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Die toonhoogte | mm | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Ongeveer. gewicht | Ton | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Toepasselijke boutdia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Schachtlengte van blanco | mm | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| Over het algemeen dimmen | mm | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |